|
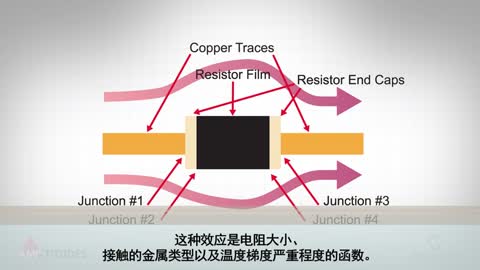
擴展電阻技術(spreading resistance profile,SRP)由于其優越的空間分辨率越來越廣泛地應用在外延片和IC 圖形片測試中。SRP 技術既可以測量外延片縱向電阻變化,也可以測量外延層厚度、過渡區及夾層寬度等。四探針最小的測量體積約為5 ×10-8 cm3,而最新發展的擴展電阻探針法的最小縱向分辨深度可達0.3 nm,可以測量的區域體積達10-24 cm3。由于這么高的分辨率,測試外延片厚度值理論上應非常精確,但事實并非如此,在生產過程中經常發生外延片SRP 測試厚度與實際外延厚度(紅外線干涉法測量數據)對不上的問題,誤差最大可達1μm,究其原因,主要存在于測試樣品制備過程,本文從幾個方面深入分析了誤差原因并修正計算公式。 1 樣品制備及測量原理 將外延片樣品粘貼在具有固定角度的墊塊上,研磨出一個斜面,如圖1 所示。 該斜面水平放置,與外延層界面角度為α(墊塊的固定角度),SRP 一對探針在斜面上按照一定的步距l測量其擴展電阻值,探針運行到外延層與高摻雜濃度的襯底界面上時,擴展電阻值R 迅速降低,達到襯底時數值變化不再明顯,此時對應的深度x即為外延層厚度,擴展電阻值迅速變化的區間稱為過渡區。如圖2 曲線所示。 假設測試到達襯底時水平運行距離是nl,n為探針對測量點數。此時對應的外延厚度H為 H = nlsinα= nh (1) 式中H = lsin被稱為擴展電阻探針的深度分辨率。 墊塊的特殊性在于其α值具有固定的幾個角度,角度值越小,其深度分辨率越高。可依據不同的外延厚度選擇不同角度的墊塊,如表1 所示。 2 厚度誤差分析 通過大量的SRP 厚度測量結果分析,誤差主要在于以下幾個方面。 2.1 樣品研磨角度引起的誤差 在實際樣品研磨過程中,實際的研磨角度β由于研磨不平衡而出現大于或者小于墊塊角度α的情況,如圖3 所示。 在圖3(a)情況下,研磨斜面長度 L = ml/cos(β-α)= mlsec(β-α) (2) H = Lsinβ (3) Htest = mlsinα (4) ΔH = H - Hc (5) 將式(2)、(3)和(4)代入式(5)得 ΔH = ml[sinβsec(β-α)- sinα] (6) 式中:α為墊塊角度;β為外延片實際研磨角度;L 為外延層實際研磨長度; m為探針對測量外延層點數; L 為探針水平步距; H 為實際外延厚度;Htest為探針測量厚度;ΔH 為厚度誤差。 由式(6)可看出,由于L 和α值一定,厚度誤差ΔH 與m 和β有關, m 和β相互之間有約束關系,由圖3 (a)看出,β值越大m 值越小。但無論如何,ΔH 為正值,也就是說在研磨角度大于墊塊角度的情況下,測出的外延片厚度要小于它的實際厚度。這種情況下也影響到了過渡區的數值,測出的過渡區寬度要小于實際寬度,減小量與探針在過渡區上的測量點數有關,假設在過渡區上的測量點數為r,減少量為ΔT,只需將式(6)中的m由r 代替即可 ΔT = rl[sinβsec(β- α)- sinα] (7) 同理可計算在圖3 (b)情況下, ΔH′ = m′l[sinβsec(α-β)- sinα] (8) 誤差ΔH′值與m′和β′有關, m′和β′相互之間有約束關系,由圖3 (b)看出,β′值越小m′越大。但無論如何,ΔH′為負值,也就是說在研磨角度小于墊塊角度的情況下,測出的外延片厚度要大于實際厚度。測出的過渡區寬度要大于實際寬度,增大量與探針在過渡區上的測量點數有關,假設在過渡區上的測量點數為r′,增大量為ΔT′,只需將式(8)中的m′由r′代替即可 ΔT′ = r′L[sinβsec(α-β)- sinα] (9) 2.2 研磨斜面兩條邊緣不平行引起的誤差 由于研磨斜面兩條邊緣不平行引起的厚度誤差占實際測量不準確的多數,俗稱“磨偏”。如圖4所示,兩條邊緣成θ角。出現這種情況由樣品粘貼不均勻引起,圖4 是豎直向下看樣品的示意圖,嚴格地講,該圖展示的不是一個平面,而是一個曲面的投影,在不影響探針接觸的情況下,用探針對齊外邊緣,開始測量擴展電阻。偏左和偏右各測量一次,假設兩次測量的起始位置與斜邊中點M 距離相等,均為T。偏左測量時(圖4 中a 位置),假設擴展電阻阻值開始下降時打點數為k,下降期間打點數為s,則測量的外延厚度為 偏右測量時(圖4 中b 位置),擴展電阻阻值開始下降時打點數k′,下降期間打點數同為s,則測量的外延厚度為 而實際的厚度在中線附近測試時才較為準確,為 式中,β為研磨面實際測量角度。 由以上公式可以看出HTestT < H < H′c,也就是說偏左測量要比實際厚度值小,而偏右測量要比實際值大。因此在生產測試過程中要盡量避免θ角出現,如果出現無法消除,則盡量將SRP 探針對放在樣品中線附近測量,并乘以cosθ修正。 2.3 探針對起始點位置引起的誤差 探針半徑通常在3.5 ~ 4μm,直徑最大可達8μm,如此大的截面很難保證其圓心一定落在樣片表面與研磨斜面的邊界線上,而且研磨出的邊界線本身不一定是一條直線,這樣在水平方向(X軸)上會產生1 ~ 2μm的偏差,如圖5 所示。 理想的起始點位置如圖5 (a)所示,探針中心正好壓在表面與斜面的邊界線上。但在實際測試過程中,往往出現后面兩種情況,起始點要么出現在邊界線右側,要么出現在邊界線左側,如圖5(b)和(c)所示。當圖5 (b)中情況出現時,假設邊界線距離探針對中心距離為ΔL,那么探針對在水平距離少測量了ΔL,意味著在深度方向少測量了ΔLsinα,則 出現圖5 (c)中情況時,假設邊界線距離探針對中心距離為ΔL′,那么探針對在水平距離多測量了ΔL′,意味著在深度方向多測量了ΔLsinα,則 在實際測量過程中,由這方面原因引起的誤差數值可能不是很大,但是每次測量幾乎都不可避免,解決的辦法只有找到探針對設定位置與實際壓痕的偏差,并設法消除這個偏差,這樣才能減少這方面的誤差。 3 結論 本文從三個方面分析了SRP 厚度測量誤差的原因。 1)樣品研磨角度引起厚度誤差。實際研磨角度大于墊塊角度則測量厚度小于實際厚度,并使過渡區變窄;實際研磨角度小于墊塊角度則測量厚度大于實際厚度,并使過渡區變寬。 2)研磨斜面兩條邊緣不平行引起的誤差。較窄區域測量要比實際厚度值小,而較寬區域測量要比實際值大,因此生產測試過程中要盡量避免θ角出現,如果無法避免,則盡量將SRP 探針對放在樣品中線附近測量,并乘以cosθ修正。 3)探針對起始點位置引起的誤差。這個誤差無法避免,只有找到設定位置與實際壓痕的偏差量,才能減少這方面的誤差。 |